中空玻璃的生产方法
19世纪末期.中空玻璃生产技术最早发明于美国,并首先在美国得到了推广和应用。 产品经历了焊接中空玻璃、熔接中空玻璃、胶接中空玻璃和一段时期内几种中空玻璃并存, 发展到以胶接中空玻璃为主其他为辅的市场形式。
焊接法。将两片或两片以上玻璃四边的表面镀上锡及铜涂层,以金属焊接的方法使 玻璃与铅制密封框密封相连。焊接法具有较好的耐久性,但工艺复杂,需要在玻璃上镀锡、 镀铜、焊接等热加工,设备多,生产需要用较多的有色金属,生产成本高,不宜推广。
熔接法。采用高频电炉将两块材质相同玻璃的边部同时加热至软化温度,再用压机 将其边缘加压,使两块玻璃的四边压合成一体,玻璃内部保持一定的空腔并充人干燥气体。 熔接法生产的产品具有不漏气、耐久性好的特点。缺点是产品规格小,不易生产三层及镀膜 等特种中空玻璃,选用玻璃厚度范围小(一般为3〜4mm),难以实现机械化连续生产,产 量低,生产工艺落后。
胶接法。将两片或两片以上玻璃,周边用装有干燥剂的间隔框分开,并用双道密封 胶密封,以形成中空玻璃的方法。胶接法的生产关键是密封胶,典型代表槽铝式中空玻璃。 胶接法中空玻璃具有以下特点:
生产工艺成熟稳定。
产品设计灵活,易于开发特种性能的中空玻璃。
产品适用范围广。
生产所用原材料(如干燥剂、密封胶)在生产现场可以进行质量鉴定和控制。
胶条法。将两片或两片以上的玻璃四周用一条两侧粘有粘接胶的胶条(胶条中加人 干燥剂,并有连续或不连续波浪形铝片)粘结成具有一定空腔厚度的中空玻璃。典型代表是 复合胶条式中空玻璃。
目前,国内市场上中空玻璃产品主要为槽铝式中空玻璃和胶条法屮空玻璃,槽铝式屮空 玻璃生产工艺于20世纪80年代引入,相对成熟些,但是加工工艺较复杂。胶条法中空玻璃 在国内起步较晚,但是生产工艺制造工艺简单,推广很快。
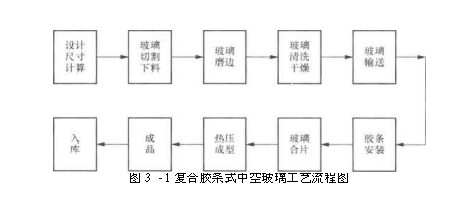
2.复合肢条式中空玻璃生产工艺
复合胶条式中空玻璃生产工艺流程如图3 - 1所示。
全部玻璃必须是干净和干燥的。
复合胶条必须垂直放到玻璃上,以防止压合过程中胶条偏斜。
胶条可分离纸的一侧必须放置到中空玻璃件的外侧。
胶条必须是干净、干燥和尺寸相肖的。
胶条的纵向开端和末端须切割成方形。
胶条放置在距玻璃边至少1.55mm,以便在玻璃片压紧后胶粘剂不会伸到玻璃边的 外部。
接角处需要留出0.8〜3. 9mm的开口,以便中空玻璃在加热和压紧时排气,0.8mm 开口用于普通中空玻璃,3. 9mm用于充气中空玻璃。
胶条贴敷和中空玻璃合片。复合胶条在玻璃上的贴敷,可以是工具,也可以用人工 沿一个方向贴敷,禁止沿两边围贴。在开始操作时,复合胶条带的前端应切割成方形。如果 胶条端部切割不干净或不成方形,则拐角连接密封质量会不好。贴敷胶条操作过程中,应注 意尽可能不用手接触胶条的粘贴面和不损伤胶条。胶条的贴敷起点,要视客户要求的中空玻 璃种类按其要求的参数确定。
合片时,两片玻璃一定要对齐。任何错位都会使中空玻璃件某些周边部位的胶条与玻璃 的粘合不充分而影响中空玻璃的质量。一旦第二片玻璃接触复合胶条,就不可再调整对位。 胶条的初始粘附值将阻止任何移动,如果玻璃片位置不正,可将复合胶条从两片玻璃间剥 下,但胶条不能再用。对于玻璃经仔细清洗,除去密封胶条的残渣,干燥后可重新使用。
压合。复合胶条中空玻璃在胶条贴敷完成后,要根据公称尺寸调整中空玻璃热压机 或夹层玻璃平压机的压辊间距达到公称尺寸(两片玻璃尺寸+胶条的实际厚度)进行压合。 压合过程中,中空玻璃胶条开口处要放在后面,以保证间隔层内的气体顺利排出。要控制从 热压机出来的胶条温度在40〜50°C之间,最后角的密封应通过三步程序来完成,以确保胶 条完全密封。
玻璃放置。制作完成的中空玻璃产品应垂直放置在直角形的双(单)L架上,以借 助两块玻璃平均支撑。
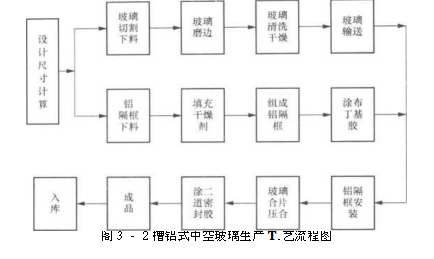
3•槽铝式中空玻璃生产工艺
槽铝式中空玻璃生产工艺流程如图3 - 2所示。
玻璃切割下料。见上面所述“复合胶条式中空玻璃生产工艺”。
玻璃清洗干燥。见上面所述“复合胶条式中空玻璃生产工艺”。
槽铝式中空玻璃组装。
对环境的要求。组装温度应在10〜30°C之间。
相对湿度的要求。槽铝式中空玻璃对相对湿度的要求稍低一些,正常情况即可。但 应注意的是,干燥剂应选择正规厂家的合格产品,以保证干燥剂的有效使用,干燥剂开封后 应在24h内用完。用丁基胶作为第一道密封,起到阻隔气体的作用,用聚硫胶或硅酮胶作为 第二道密封,主要作用是粘结作用,其次才是隔气作用。实践证明,单道密封的中空玻璃寿 命只有5年左右,而双道密封的中空玻璃可达20年,甚至40年以上。
玻璃压片。槽铝式中空玻璃,合片后铝框外边部和玻璃边部应有5〜7mm的距离,
用于涂第二道密封胶,密封胶应均匀沿一侧涂布,以防止气泡出现,涂完后刮去玻璃表面残 余,直至完成槽铝式中空玻璃的加工。
中空玻璃的放置。中空玻璃的放置正确与否也会对中空玻璃的最终质量产生影响。 无论是在生产还是在运输或在工地存放,首先堆垛架的设计要求要考虑到中空玻璃的特点, 堆垛架要有一定的倾斜度。但底部平面与侧部应始终保持90°,从而保证中空玻璃的两片玻 璃底边能垂直地置放在堆垛架上。另外,玻璃底部不要沾上油渍、石灰及其他溶剂,因为它 们对中空玻璃的二道密封胶会产生不同程度的侵蚀作用。
推荐阅读↓↓↓↓
门窗加盟,就选九号门窗,今天选择了九号门窗,明天我们共创辉煌,加盟热线138 2324 9018(24小时服务),同时我们也期待您实地考察,地址:深圳市龙华区宝能科技园6栋A座8楼整层,九号门窗官网:www.9hmc.com